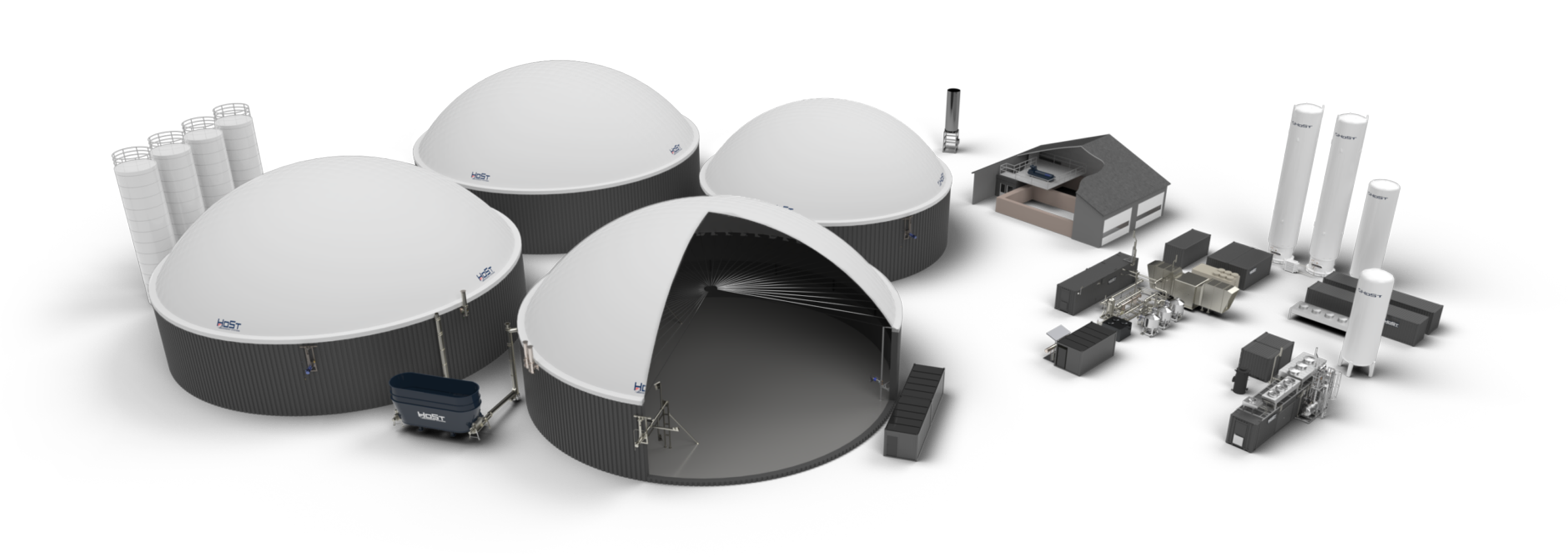
HoSt digesters deliver exceptional process stability and conversion rates, even when operating with high dry matter content. This results in higher output per cubic metre and lower investment costs. Their innovative design includes patented double membrane roofs for insulation and efficiency, in-tank H2S removal for cleaner biogas, and heat recovery systems that reduce operational costs. HoSt also offers flexible feedstock handling, with tailored infeeder systems and storage solutions for both liquid sludges and solid organic waste.
Implementing anaerobic digestion technology provides significant advantages. Businesses can generate renewable energy for on-site use or inject biomethane into the grid, creating new revenue streams. Waste disposal costs are reduced, and the process contributes to lower greenhouse gas emissions, enhancing sustainability credentials and supporting corporate environmental goals.
If you already operate a biogas plant, HoSt’s repowering solutions can dramatically improve efficiency and output. Upgrades include advanced mixer configurations, insulated membrane roofs, and real-time monitoring software, ensuring your plant remains productive and future-ready.
This partnership enables Optimal to offer Australian industries a sustainable, cost-effective pathway to energy recovery and emissions reduction, backed by HoSt’s cutting-edge technology and Optimal’s local engineering, installation, and service expertise.